Why Static Quality Inspection Systems Struggle in Real Manufacturing Environments

Reliable inspection is harder to maintain than most teams expect
When a new quality inspection system goes live, it usually performs well. The setup environment is controlled, the reference samples are clean, and the team running commissioning knows exactly what the system was built to catch. Pass rates look right. Rejection rates make sense. Everyone leaves satisfied.
Then three months later, the QA manager starts getting complaints. Operators are overriding rejections. A batch of clearly defective parts slipped through. The system that looked solid during validation is behaving inconsistently on the line.
This pattern is common and it's not caused by poor equipment choices or bad integration work. It's caused by a fundamental mismatch between how inspection systems are built and how manufacturing actually operates.
How real factory conditions break static inspection systems
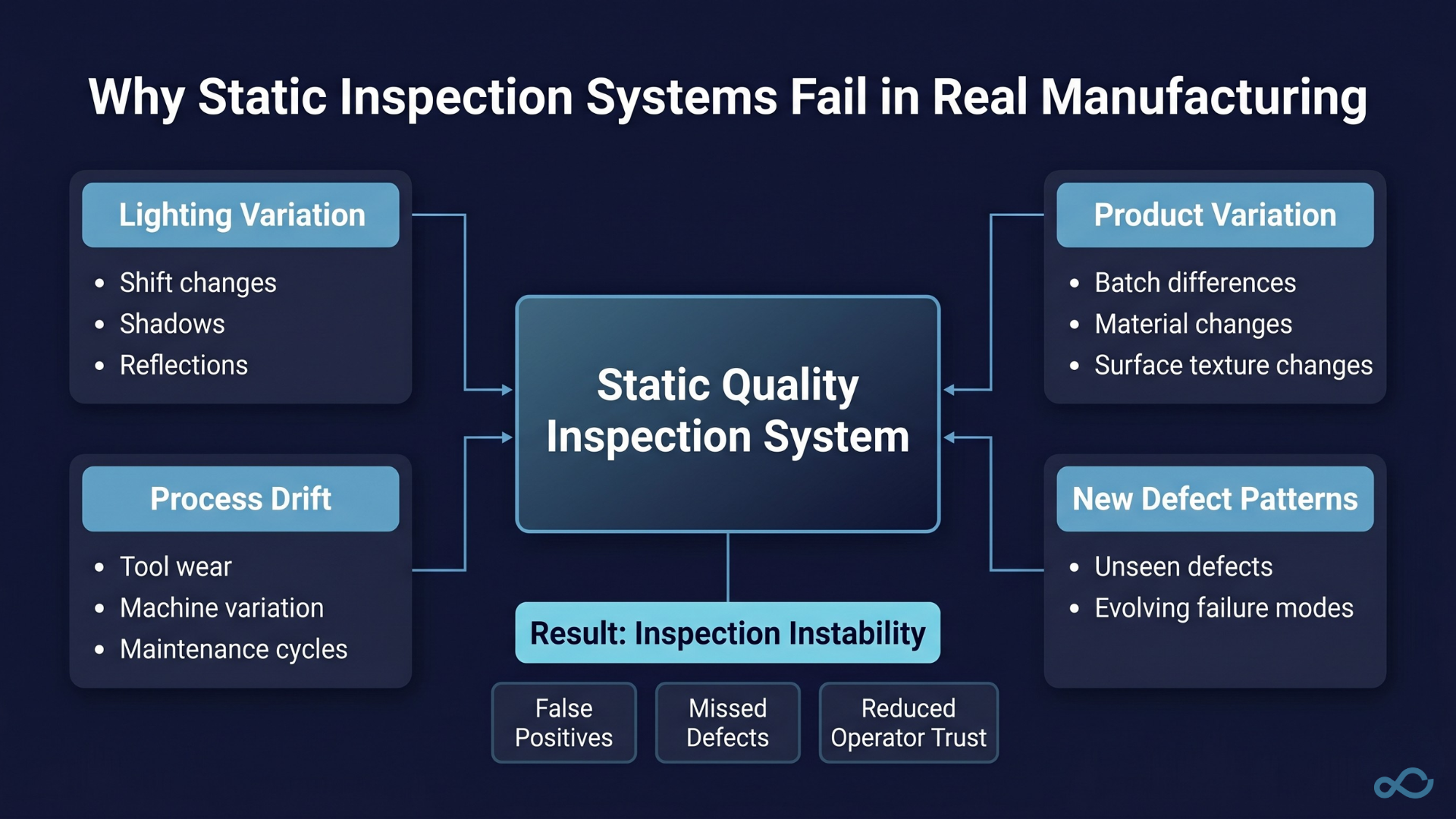
Static inspection systems are trained or configured against a fixed set of conditions: specific lighting, a defined part geometry, a known defect library. They work by comparing what they see against what they were told to expect. That logic is sound in a stable environment. On a real shopfloor, stability is the exception.
Lighting changes constantly. Ambient light shifts across shifts and seasons. Overhead fixtures degrade unevenly. A line that runs under consistent artificial lighting in winter picks up natural light through a roof panel in summer. These changes are small enough that no one flags them, but they're large enough to shift pixel intensity values and throw off an inspection model that was calibrated under different conditions. The system isn't broken, it's just seeing something it wasn't trained on.
Product variation compounds the problem. Raw material lots aren't identical. A surface finish that's perfectly acceptable from Supplier A reads differently when Supplier B's material runs through the same process. Tooling wears between maintenance cycles, changing edge profiles and surface textures gradually over weeks. When the inspection system was trained on parts from a narrow production window, it's effectively blind to the full range of acceptable variation it will encounter over a year of production.
Edge-case defects don't announce themselves. Static rule-based systems are defined by what their authors anticipated. A scratch pattern caused by a new handling fixture, a discoloration caused by a chemistry change upstream, a burr geometry that appears when a cutter wears past a certain threshold, none of these were in the original defect library. The system either misses them entirely or, if they're close enough to a known defect class, misclassifies them. Neither outcome is acceptable in a real production environment where new failure modes appear regularly.
The core issue is that static systems are built to handle the known. Manufacturing generates the unknown continuously.
The operational consequences of inconsistent inspection
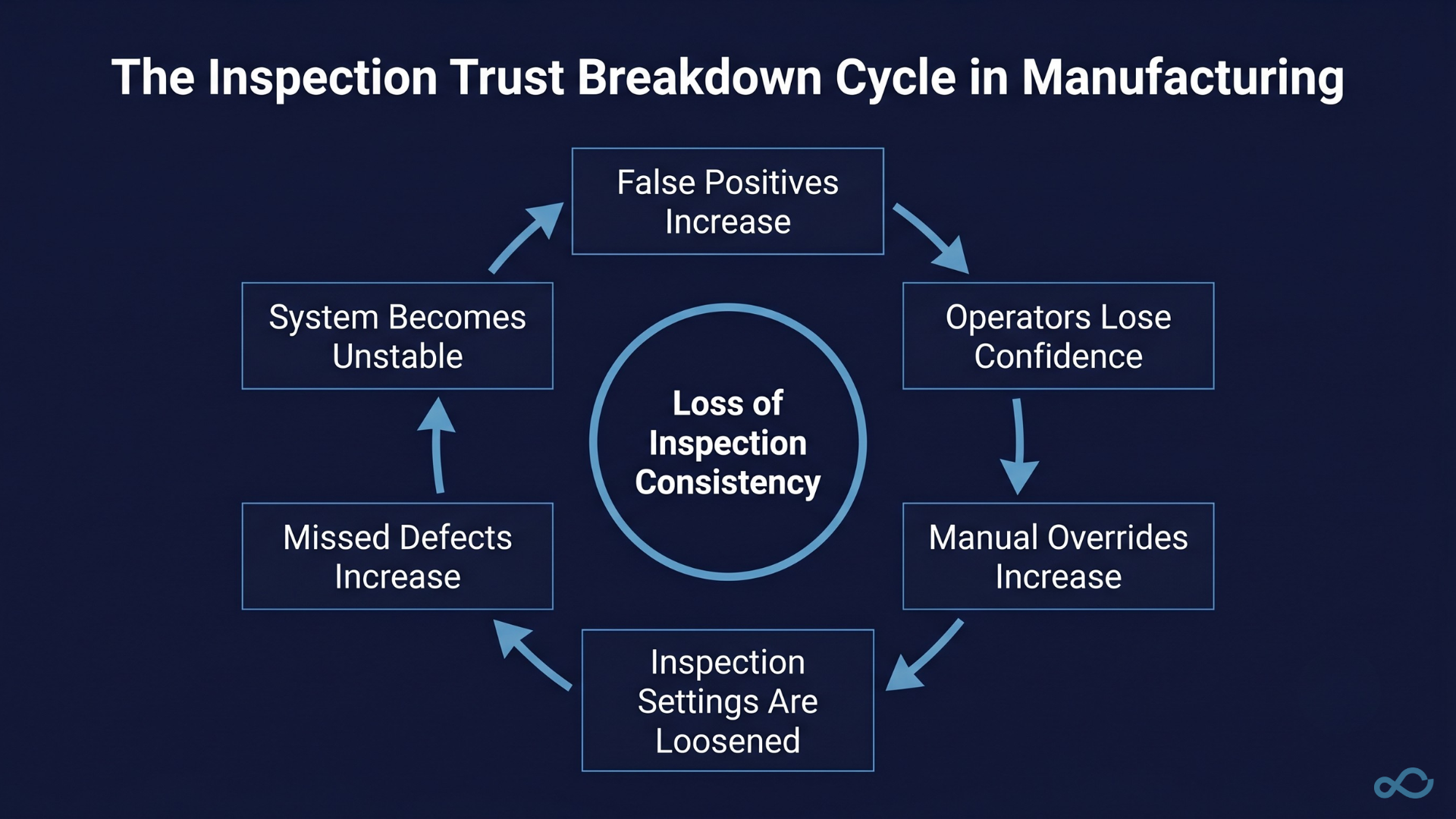
Inconsistency in automated quality inspection creates a problem that compounds over time: operators stop trusting the system.
False positives are the faster path to this outcome. When a system repeatedly flags good parts because the lighting shifted, or a batch of material came in with a different surface texture, or a shadow fell across the inspection window, operators learn to second-guess every rejection.
The practical response is either manual overrides or a loosening of inspection thresholds. Both outcomes undermine the purpose of having an automated system in the first place.
A line supervisor at a metal components plant described it this way: "After about two weeks of fighting the system, the operators just started hitting override. Not because they were being careless, they'd checked enough of the flagged parts to know most of them were fine. They didn't trust it anymore."
False negatives carry a different kind of cost. When defective parts pass inspection because the system wasn't trained to catch them, the failure surfaces downstream at the customer, at assembly, during functional testing. By then, tracing the root cause back to an inspection gap is difficult, and the volume of affected parts may already be significant.
The operational consequence of both failure modes is the same: the inspection system becomes a source of noise rather than a source of reliable signal. QA teams spend time managing the system instead of using it.
What manufacturers should realistically expect from inspection systems
The gap between demo performance and production performance is predictable, not surprising. Demos are run under controlled conditions against prepared samples. Production runs continuously across shifts, materials, operators, and environmental variables that no commissioning process can fully anticipate.
This doesn't mean automated visual inspection in manufacturing isn't worth investing in. It means the initial accuracy figure isn't the metric that matters most. What matters is how the system behaves six months in, when conditions have drifted from what it was configured against.
Some practical expectations worth setting:
Any system that cannot be updated without a full reconfiguration will degrade over time. The question isn't whether conditions will change, they will but whether the system has a mechanism for adapting to them without a major project each time.
Operator feedback should be a data input, not just a complaint channel. When an operator overrides a rejection, that event contains information. Systems that capture and act on that information improve; systems that ignore it stay stuck.
False positive rates deserve as much attention during evaluation as false negative rates. A system that misses 2% of defects and has a 15% false positive rate will cause more operational disruption than one with slightly lower detection performance and a 1% false positive rate. The second system will actually be used.
Platforms like Seewise are built around the premise that inspection models need to adapt as production conditions change which reflects the right framing for the problem. Whether you're evaluating any specific platform or building an internal capability, that adaptability question should be central to the evaluation.
Reliable inspection requires adaptability, not just initial accuracy
The inspection systems that hold up in real factory conditions share one characteristic: they're designed to handle variation, not just detect defects under controlled conditions. That means handling environmental drift, accommodating material and batch variation, learning from new defect patterns as they emerge, and maintaining operator trust by keeping false positive rates low.
Initial accuracy is easy to achieve in a demo. Maintaining consistent, reliable inspection quality across a year of production with changing shifts, changing materials, and changing failure modes is the actual challenge. The manufacturers who understand that going in are the ones who end up with inspection systems that actually work.

Why Static Quality Inspection Systems Struggle in Real Manufacturing Environments