How to Choose an Automated Quality Inspection System in Manufacturing

Choosing an automated quality inspection system is often treated as a technical decision. In practice, it’s an operational one.
Most teams evaluate systems based on how well they detect defects in a demo. But on the shopfloor, inspection doesn’t happen under controlled conditions. Materials vary, lighting shifts, operators handle parts differently, and processes change over time.
That’s why systems that look reliable during evaluation often fail after deployment.
The real challenge isn’t identifying defects; it’s doing it consistently in a live production environment. Most inspection systems don’t fail because they miss obvious defects. They fail because they can’t handle normal variation in production.
An automated quality inspection system doesn’t always mean a completely new hardware setup. In many cases, it works with existing cameras on the shopfloor, which makes how it behaves in real conditions even more important.
Why demo performance doesn’t reflect real manufacturing conditions
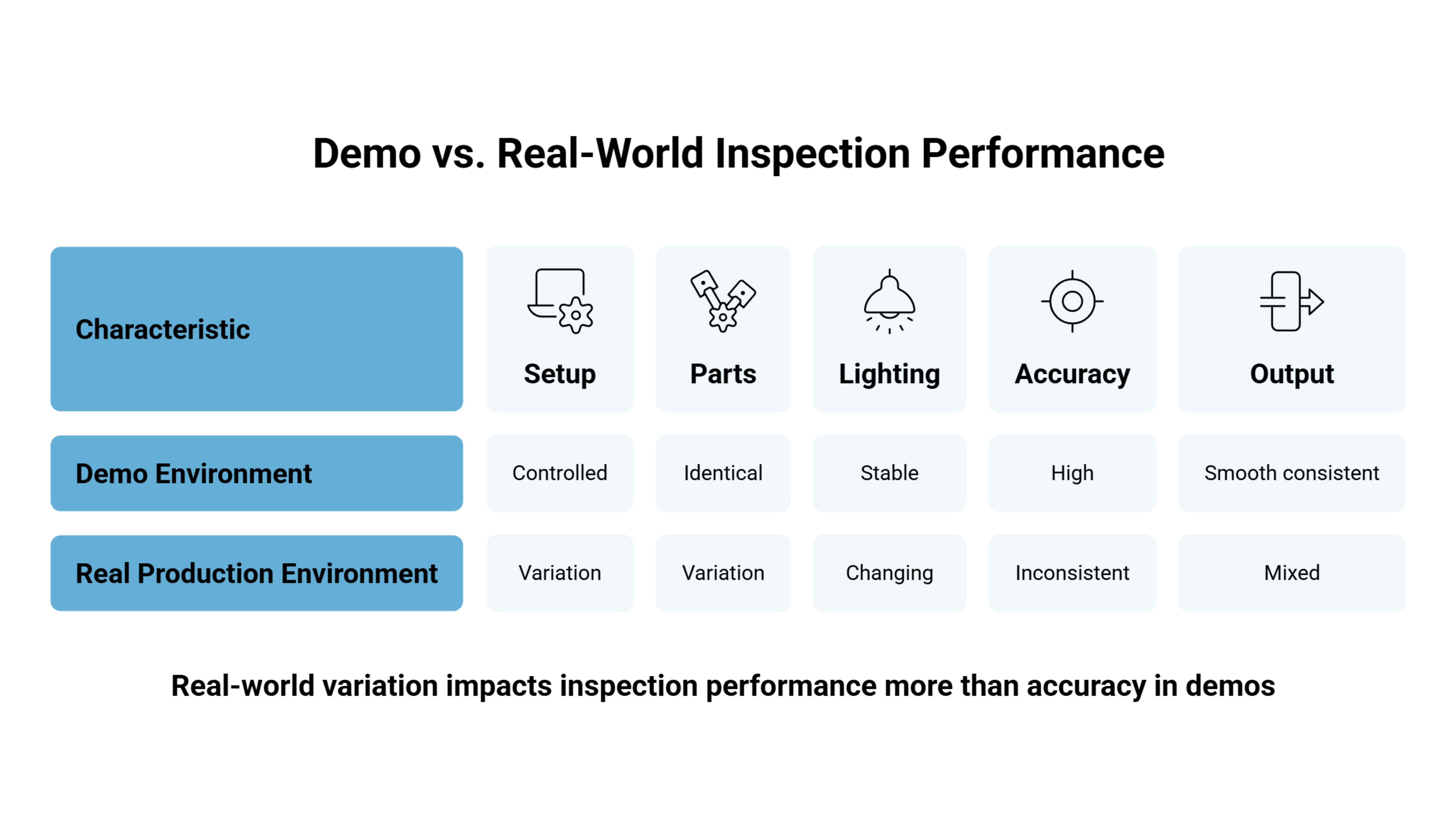
A typical demo setup is designed to show capability, not resilience.
Samples are clean. Defects are clearly defined. Conditions are stable. Under these circumstances, most visual inspection systems perform well.
Production is different. Variations are constant, not occasional. A slightly misaligned part, a minor surface change, or inconsistent lighting can affect how the system interprets the same product.
This gap between controlled performance and real-world behavior is where many automated quality inspection systems break down.
So, the key question during evaluation is not “Can it detect this defect?” but “Will it keep detecting it when conditions are no longer ideal?”
What actually matters when choosing a system
In real quality inspection in manufacturing, performance is defined by consistency, not peak accuracy.
A system that gives stable results across shifts, batches, and conditions is far more valuable than one that performs well only under specific setups. Variation is unavoidable in manufacturing, so the inspection solution needs to handle it without constant recalibration.
Another critical factor is how the inspection setup behaves over time. Many setups work well initially but degrade as processes drift. If maintaining performance requires frequent manual adjustments, the system becomes dependent on constant oversight, which defeats the purpose of quality control automation.
Ease of use also plays a bigger role than most teams expect. The inspection solution will be handled by operators, not engineers. If reviewing defects, adjusting parameters, or understanding outputs is difficult, adoption drops quickly. Even a technically strong setup can fail if it’s not usable on the shopfloor.
Equally important is how well the inspection solution fits into the production workflow. Inspection should support operations, not interrupt them. If it slows down throughput, creates unnecessary rechecks, or adds complexity, it will eventually be bypassed.
What types of inspection setups change the decision
The way a system is used directly affects what matters most.
In-process inspection systems are part of the production line. They need to be fast, stable, and capable of working continuously without disrupting flow. Their role is to catch issues early and prevent defect propagation.
Final inspection systems, on the other hand, act as a checkpoint after production. They focus more on decision accuracy and consistency since their role is to filter out defective units before dispatch.
Confusing these two contexts often leads to poor system selection. A setup optimized for final inspection may not hold up in an in-process environment where speed and stability are critical.
Common mistakes manufacturers make during evaluation
One of the most common mistakes is over-relying on accuracy metrics. A single number doesn’t capture how a system behaves across real production scenarios. What matters more is how often it fails, how it handles edge cases, and whether it remains stable over time.
Another issue is ignoring the operational impact of false positives. When a system flags too many acceptable parts as defective, it slows down production and creates friction on the shopfloor. Over time, this reduces trust, and operators may start ignoring the system altogether.
Many teams also assume that demo performance will translate directly into production. This assumption rarely holds true because demos eliminate the very variables that affect real-world performance.
Integration is another overlooked area. A setup might work well technically but fail if it doesn’t align with existing workflows. If it requires significant changes to processes or adds complexity, it becomes difficult to sustain.
In many cases, teams only realize this after deployment, when the system starts flagging acceptable parts or missing defects under slightly changed conditions.
How to evaluate an automated quality inspection system practically
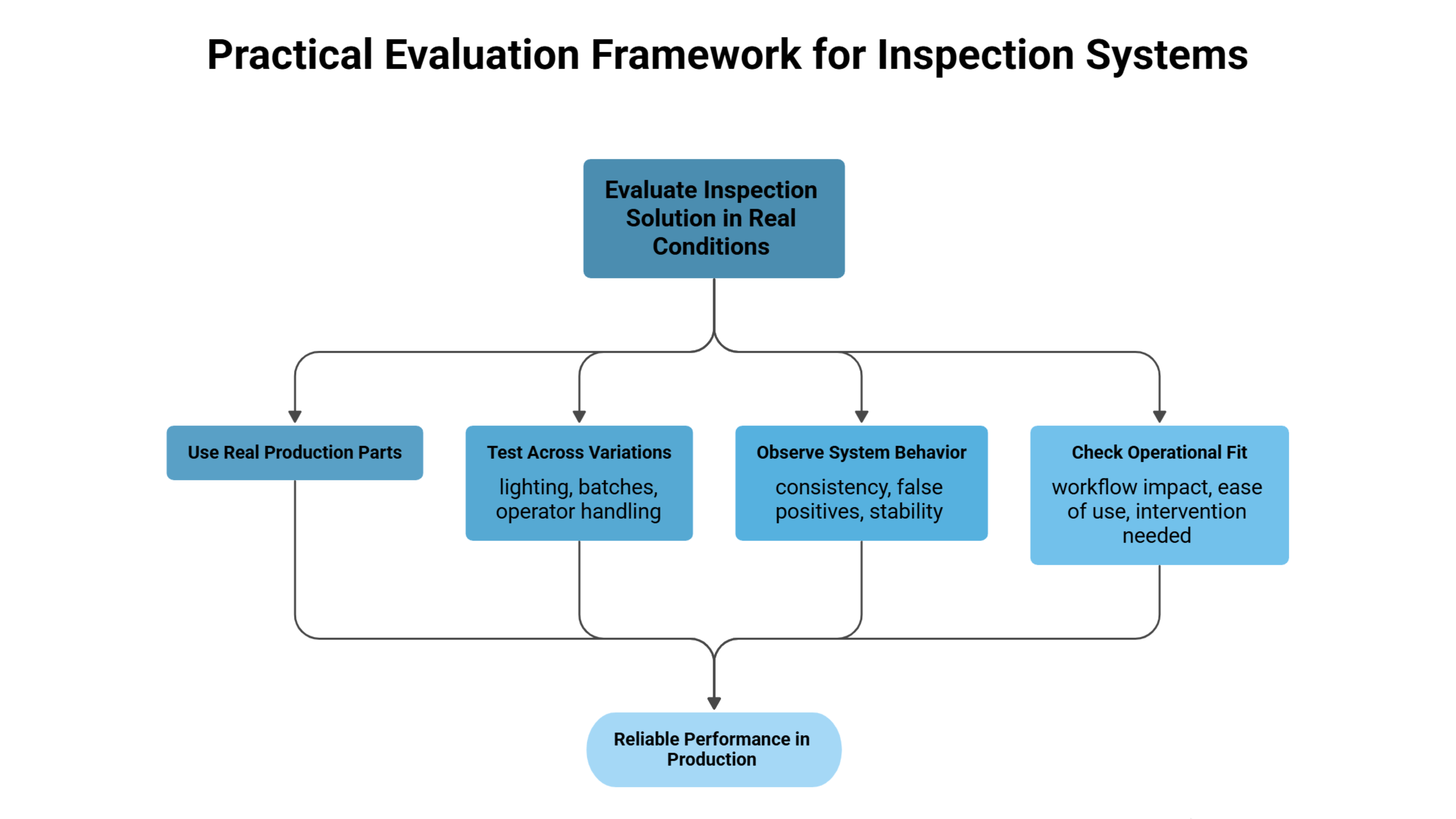
A better evaluation approach starts with testing under real conditions.
Instead of relying on curated samples, use actual production parts. Run the inspection solution across different shifts, lighting conditions, batches, and operator handling differences. Observe how it behaves when there is slight variation, not just when defects are obvious.
Pay attention to how often the system needs intervention. If it requires frequent tuning or manual correction, it will not scale well.
It’s also important to understand how the system handles borderline cases. In manufacturing defect detection, not all defects are clearly defined. The system should be able to make consistent decisions even when the difference is subtle.
Finally, look at how outputs are used. Inspection results should lead to clear actions, whether that’s rejection, rework, or process correction. If the output is difficult to interpret or act upon, the system loses practical value.
Quick Evaluation Check: What’s Acceptable vs Not
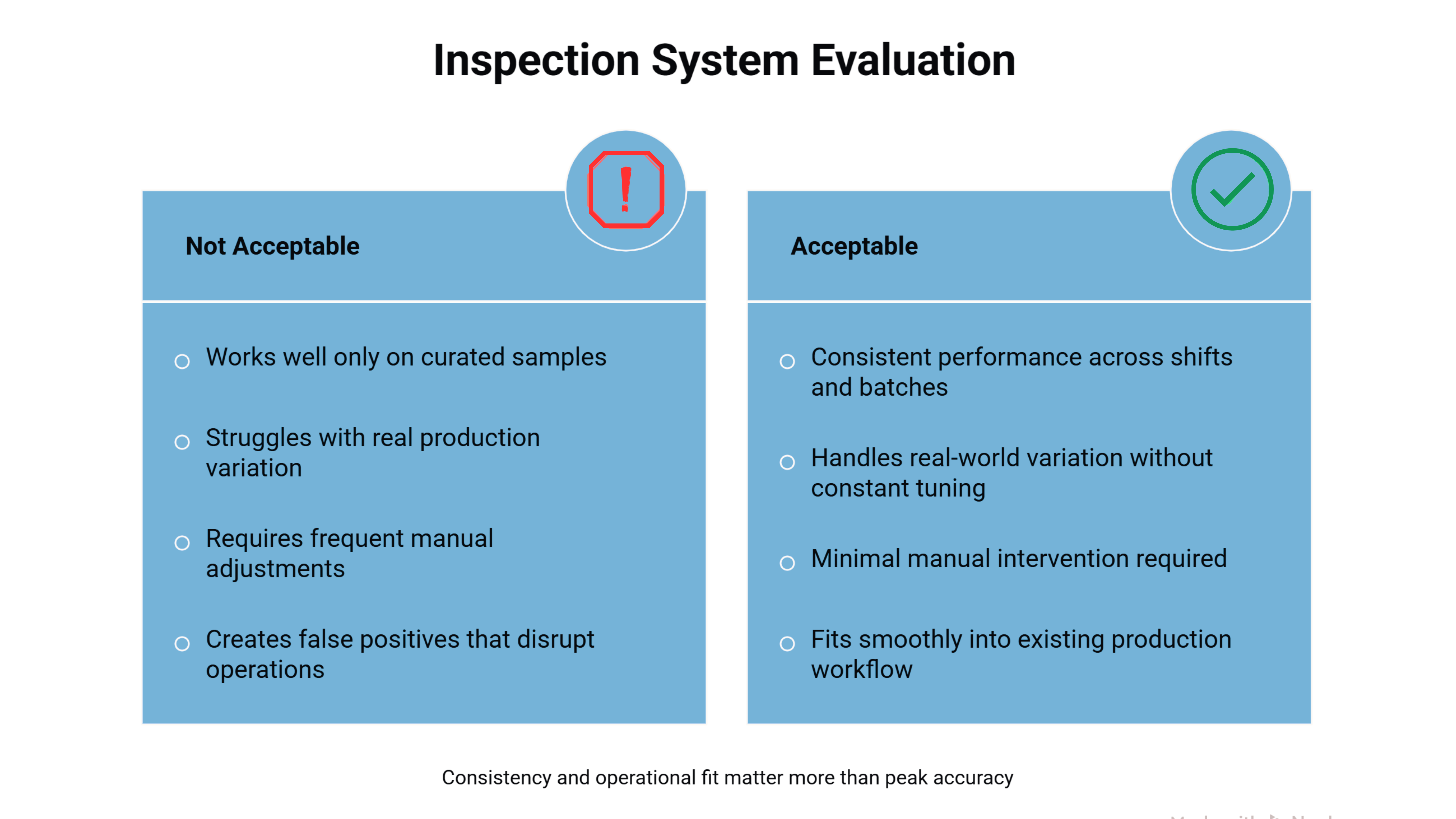
When choosing an automated quality inspection system, a few signals clearly show whether it will hold up in production.
Not acceptable:
- Works well only on curated samples but struggles with real variation
- Requires frequent manual adjustments to maintain performance
- Creates false positives that disrupt operations
Acceptable:
- Delivers consistent results across shifts and batches
- Handles normal variation without constant tuning
- Fits into existing workflows without slowing production
These signals matter more than peak accuracy when making a final decision.
Choose for operational fit, not just capability
The mistake most teams make is choosing based on what a system can do, rather than how it behaves in their environment.
The best automated quality inspection system is not the one with the highest claimed accuracy or the most advanced features. It’s the one that works reliably with your existing setup on the shopfloor, handles variation without constant intervention, and fits naturally into production workflows.
In the end, quality inspection in manufacturing is not just about detecting defects. It’s about maintaining consistency at scale.
And that only happens when the inspection solution is built and chosen with real operations in mind.

How to Choose an Automated Quality Inspection System in Manufacturing