What Manufacturers Should Evaluate Before Automating Surface Defect Detection

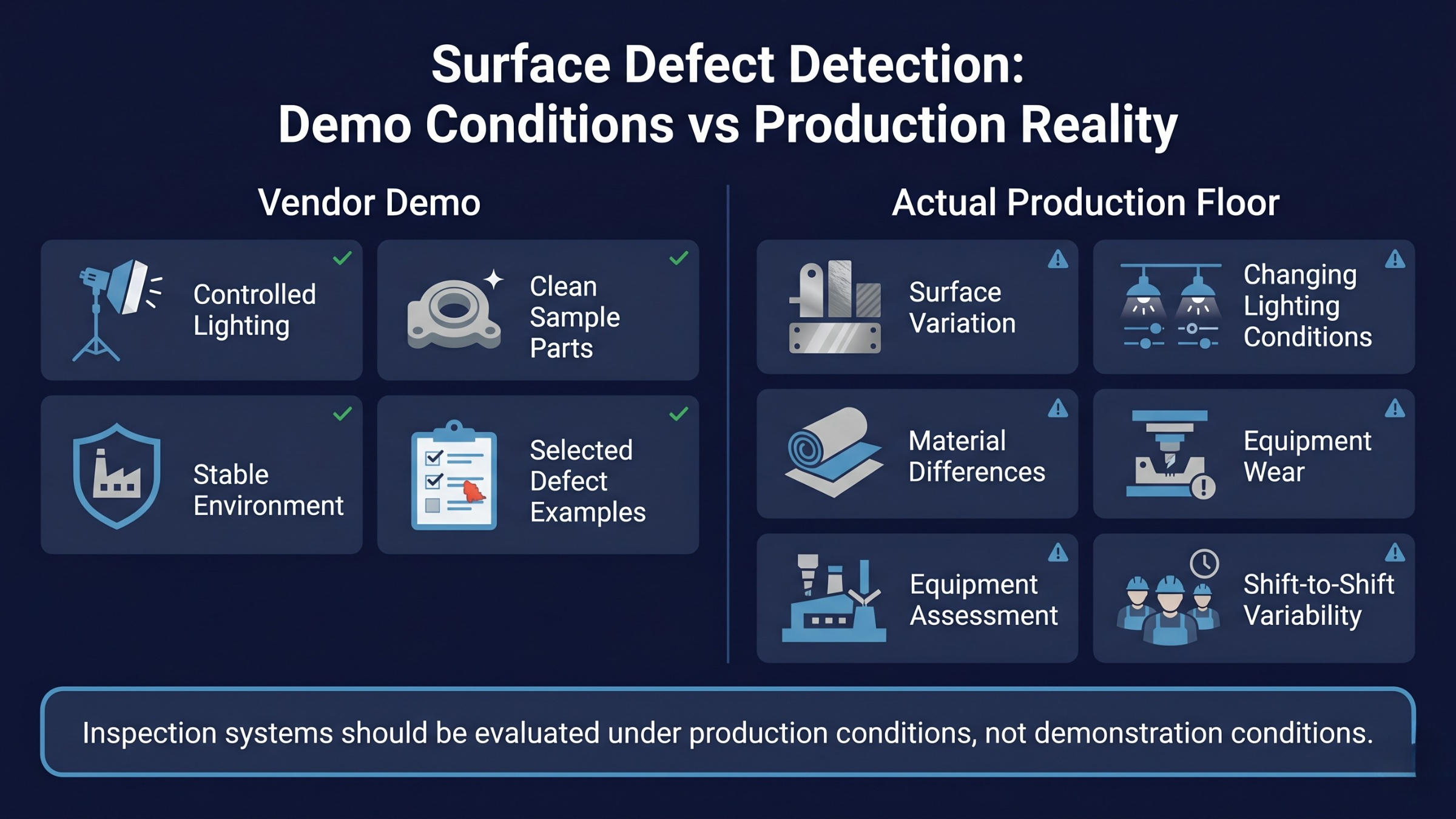
Automated surface defect detection looks compelling in a vendor demo. The system flags scratches, dents, and discolouration with apparent ease, often on a clean sample part, under ideal lighting, at a controlled speed. Then you deploy it on your line, and the picture changes quickly.
More often, the problem lies in underestimating how real production environments behave before implementing a new inspection system.
What Makes Surface Defect Detection Harder Than It Looks
The core challenge is not detecting a defect on a perfect part. It is detecting the right defect consistently across parts that vary, under conditions that shift, over a full production day.
Surface variation is rarely uniform. Take automotive stamped parts. A door panel stamped early in the morning may have a slightly different surface sheen than one stamped mid-afternoon, once the press tooling has warmed and the lubricant application has changed. Both parts may be within specification, despite appearing slightly different to an inspection system.
Metal castings present a similar problem. Shot-blasted aluminium castings from the same mould can vary in surface texture depending on blast media wear, part orientation in the shot blast cabinet, and how recently the mould was dressed. These are not defects. But to a system calibrated on a narrower surface range, they can trigger false positives at volume.
Food packaging adds another layer. Film materials change in reflectivity depending on ambient temperature and humidity. Printed label colour can shift slightly between production runs, affecting inspection consistency over time.
Lighting is the variable most often underestimated. Industrial environments are not photographic studios. Natural light changes throughout the day, overhead lighting behaves differently under production conditions, and nearby machinery vibration can affect camera stability. Dust, oil mist, and airborne particles can also accumulate on lighting fixtures and lenses over time.
Ensuring your evaluation includes full-shift trials on the actual production floor, not a dedicated test station, is the only way to account for these variables.
Even if environmental variables are controlled, another challenge often emerges: people do not always agree on what constitutes a defect in the first place.
The Hidden Costs of Inconsistent Defect Definitions
One of the most underestimated problems in automating defect detection is not technical at all. It is definitional.
In many facilities, what counts as a rejectable defect varies between inspectors, between shifts, and sometimes between customers. A surface scratch on a cast iron housing might be acceptable if it falls outside a cosmetic zone, but that boundary lives in a veteran inspector's judgement, not a written standard. A food packaging line might have three different tolerance interpretations for print registration error, depending on which QA supervisor is on shift.
When you deploy an automated visual inspection system, you have to encode those definitions precisely. If defect criteria are inconsistent, automation simply scales those inconsistencies at machine speed.
Before evaluating any system, audit how clearly your defect criteria are defined and whether different people in your facility would grade the same borderline part the same way. If they would not, that problem needs solving before automation is introduced, not after. Many manufacturers also find that defects identified during inspection can often be traced back to variability introduced earlier in the production process.
Common Evaluation Mistakes Before Deployment
Accepting demo accuracy as production accuracy. A system demonstrating 98% detection accuracy on a curated sample set tells you almost nothing about how it will perform on your line at volume. Demos are typically run on clean, well-lit, carefully selected parts. Production lines must handle edge cases and normal process variation that demos rarely capture.
Testing on a single batch or shift. A single-shift evaluation will miss the variation that emerges over weeks: tooling wear, seasonal humidity shifts, packaging material lot changes, and the gradual drift in surface characteristics that naturally occurs in any continuous production environment. Static quality inspection systems often struggle under these changing production conditions, making long-term evaluation essential before deployment.
Focusing only on false negatives. Missing a defect is visible and costly. But false positives, rejecting good parts, carry their own production consequences. On a high-speed automotive stamping line, even a 1% false positive rate can mean dozens of good parts rejected per shift, triggering manual re-inspection queues, line stoppages, or shipping delays. When evaluating a system, map out what happens operationally when it gets it wrong in both directions.
Skipping the edge case library. Every production line has unusual-but-acceptable parts: surface marks from handling, minor cosmetic variation within tolerance, and borderline geometry. These need to be part of any evaluation dataset, not just the clean, textbook examples.
What to Realistically Check Before Committing
Before finalising any defect detection system, work through these operational questions.
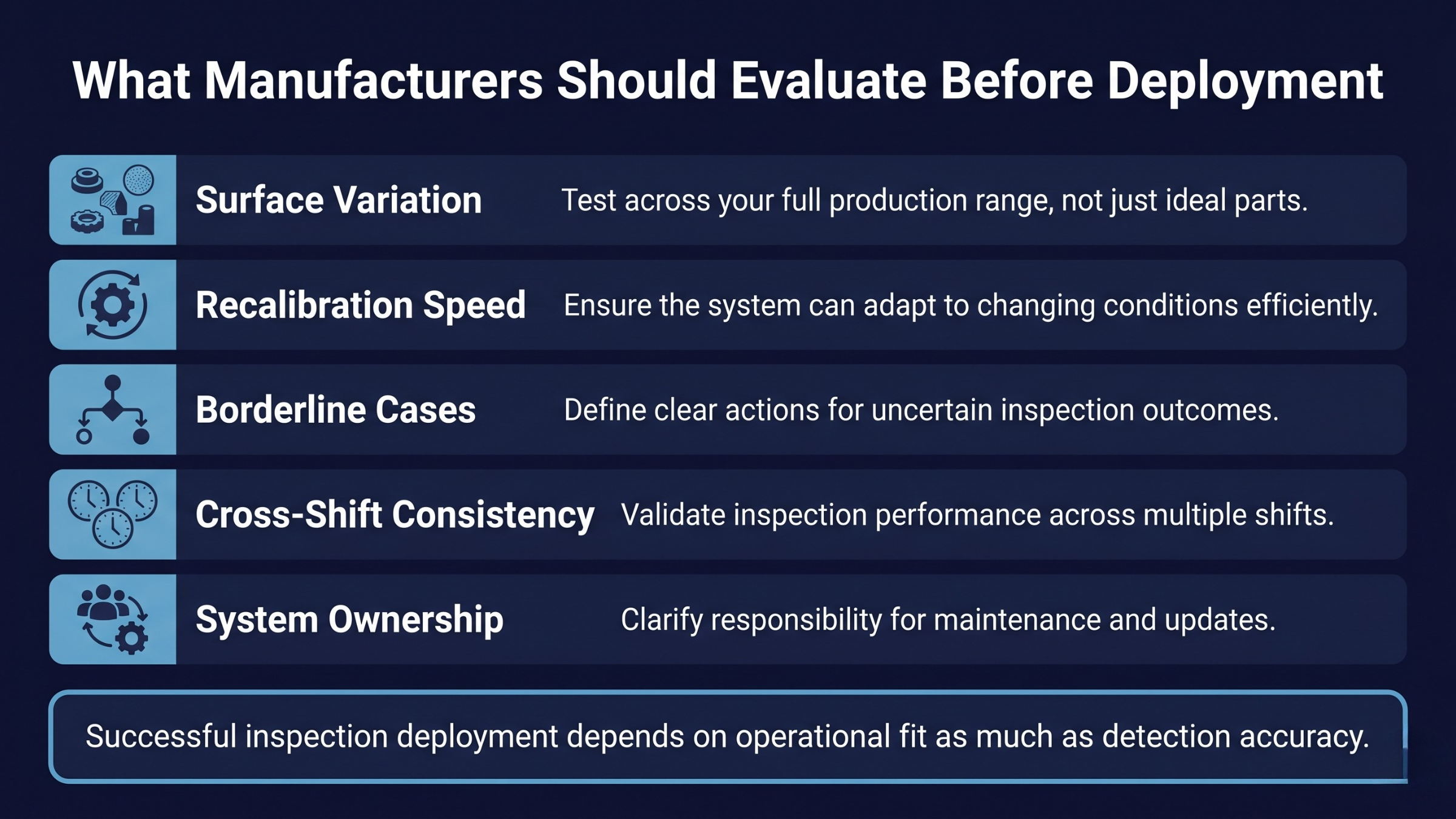
How does it handle surface variation within your normal production range? Run it against a representative sample that includes your full surface finish variability, not just ideal parts. Modern inspection systems are increasingly designed to account for manufacturing variation, but the only way to know is to test them using your actual production conditions.
Can it be recalibrated quickly when conditions change? Lighting replacements, new material batches, and retooled moulds all affect inspection performance. Your system should adapt without requiring a lengthy retraining process that disrupts production.
What happens when it flags a borderline case? Understand the escalation logic. Does it stop the line, divert the part, or flag it for manual review? Know the downstream operational impact of each possible output.
Does it perform consistently across shifts? Run trials across at least three shifts and compare outputs. This provides a clearer picture of how the system performs under varying production conditions.
Who owns the system after go-live? Maintenance, retraining when new defect types emerge, and recalibration when materials change all require ownership. Understand whether those responsibilities sit with your team, a vendor, or an integrator before implementation.
The Evaluation That Actually Matters
A demo measures performance under ideal conditions. Production measures performance under your conditions, across every shift, every batch, and every surface variation your line produces.
Successful deployments depend as much on operational fit as detection accuracy. That means understanding how your surfaces vary, how clearly your defect standards are defined, and what the real consequences are when the system gets it wrong.
The question is not whether automated visual inspection can detect surface defects. It can. The question is whether it will do so consistently, in your environment, at your production pace, across the full range of parts you actually make.
That is a different evaluation, and a more honest one.

What Manufacturers Should Evaluate Before Automating Surface Defect Detection